Автомобиль с постоянным полным приводом
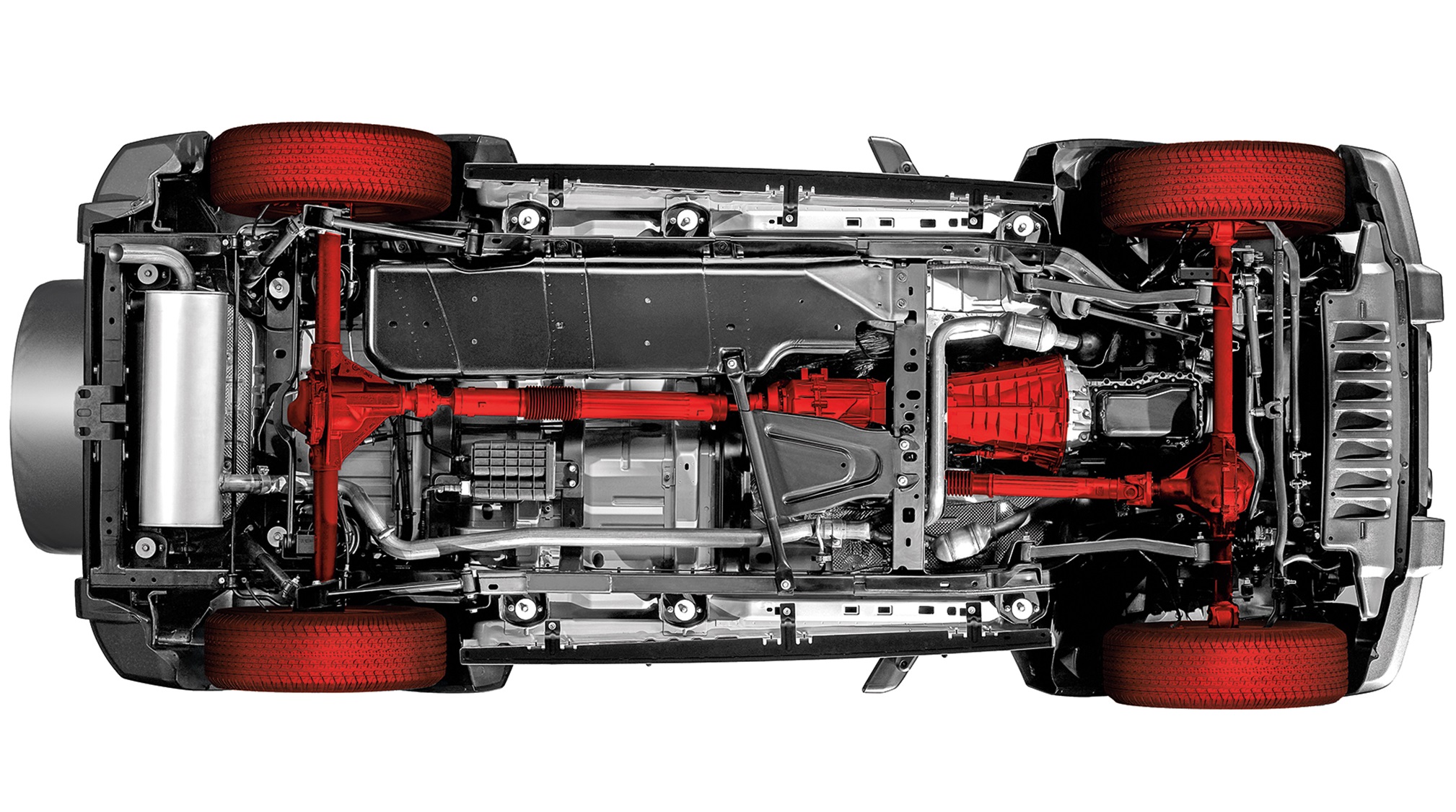 Так называемый Full Time, другими словами у таких автомобилей 4 колеса крутятся постоянно. Прочитать остальную часть записи »
Так называемый Full Time, другими словами у таких автомобилей 4 колеса крутятся постоянно. Прочитать остальную часть записи »
Нужен ли вам полный привод?
 Один из устойчивых стереотипов, владеющих умами водителей всех поколений: полный привод – это круто! Автопроизводители охотно поддерживают эту страсть, предлагая «полноприводные внедорожники» и «кроссоверы 4х4» в широком ассортименте. На самом же деле и наша страсть, и их предложения бывают весьма сомнительны. Прочитать остальную часть записи »
Один из устойчивых стереотипов, владеющих умами водителей всех поколений: полный привод – это круто! Автопроизводители охотно поддерживают эту страсть, предлагая «полноприводные внедорожники» и «кроссоверы 4х4» в широком ассортименте. На самом же деле и наша страсть, и их предложения бывают весьма сомнительны. Прочитать остальную часть записи »
Задний привод или передний ?
 Какие колеса у легкового автомобиля должны быть ведущими: задние или передние? Одних автолюбителей этот вопрос мучает при покупке машины, а других совершенно не волнует: лишь бы ехала и поменьше ломалась. Попробуем разобраться, как на автомобиль влияет конструкция трансмиссии. Для простоты сравнения не будем рассматривать варианты расположения двигателя, считая, что у подавляющего большинства легковых машин он расположен спереди, конструкцию подвески, а также искать аргументы в пользу полного привода. Прочитать остальную часть записи »
Какие колеса у легкового автомобиля должны быть ведущими: задние или передние? Одних автолюбителей этот вопрос мучает при покупке машины, а других совершенно не волнует: лишь бы ехала и поменьше ломалась. Попробуем разобраться, как на автомобиль влияет конструкция трансмиссии. Для простоты сравнения не будем рассматривать варианты расположения двигателя, считая, что у подавляющего большинства легковых машин он расположен спереди, конструкцию подвески, а также искать аргументы в пользу полного привода. Прочитать остальную часть записи »
Полный привод для легковой машины — есть ли в этом смысл?
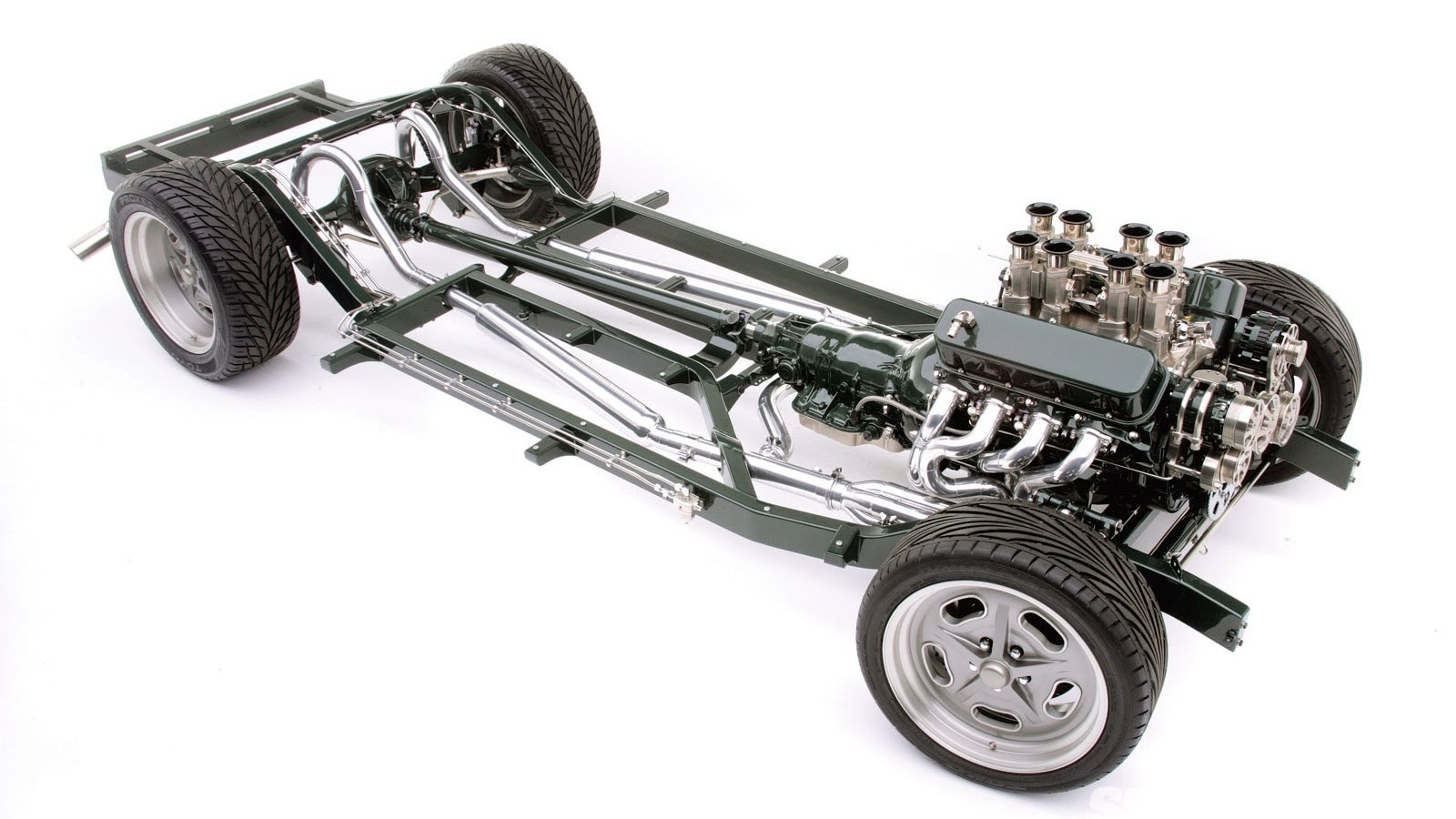 Полный привод с самого начала 20-го века пытались использовать не только на внедорожниках, но и на обычных легковых машинах. Одного из основоположников полноприводных легковушек — Jensen, сложно принять за внедорожник — это типичное купе, которому грязь на первый взгляд противопоказана. Да и полноприводные Audi Quattro отлично ехали не только по грязи раллийных допов, но и очень успешно выступали в шоссейно-кольцевых гонках. Прочитать остальную часть записи »
Полный привод с самого начала 20-го века пытались использовать не только на внедорожниках, но и на обычных легковых машинах. Одного из основоположников полноприводных легковушек — Jensen, сложно принять за внедорожник — это типичное купе, которому грязь на первый взгляд противопоказана. Да и полноприводные Audi Quattro отлично ехали не только по грязи раллийных допов, но и очень успешно выступали в шоссейно-кольцевых гонках. Прочитать остальную часть записи »
Бензиновый генератор Daewoo GDA 8500DPE-3
 Бензиновые генераторы на сегодняшний день очень часто используются в быту для организации подачи электроэнергии в дом. Используя генератор daewoo gda8500dpe можно обеспечить бесперебойную работу электрического оборудования в доме, которое поддерживает работу от однофазных сетей. Такой генератор способен выдавать напряжение 220-230 В. В случае необходимости пользователь может перевести его на режим работы с напряжением 380 В. Поэтому именно такую модель генератора можно считать наиболее универсальной.
Бензиновые генераторы на сегодняшний день очень часто используются в быту для организации подачи электроэнергии в дом. Используя генератор daewoo gda8500dpe можно обеспечить бесперебойную работу электрического оборудования в доме, которое поддерживает работу от однофазных сетей. Такой генератор способен выдавать напряжение 220-230 В. В случае необходимости пользователь может перевести его на режим работы с напряжением 380 В. Поэтому именно такую модель генератора можно считать наиболее универсальной.
Особенности использования этого профессионального бензинового генератора
В данном оборудовании используется уникальный мотор внутреннего сгорания, который является собственной разработкой компании DAEWOO. Агрегат отличается огромным ресурсом работы и возможностью использования на протяжении длительного срока. Особое строение камеры сгорания обеспечивает полное сжигание бензина, что позволяет достигнуть очень высокого коэффициента полезного действия. При этом вредные выбросы в атмосферу будут минимальными.
Поддержка двух режимов работы
Этот агрегат может работать в нескольких режимах: в качестве однофазного и трехфазного источника электроэнергии. Для переключения режимов на корпусе агрегата предусмотрен специальный рычаг. Благодаря этому к генератору без особого труда можно подключать всевозможные бытовые приборы и строительное оборудование.
Наличие автозапуска
В агрегате применяется контроллер выносного типа, позволяющий отслеживать текущее состояние центральной электросети. И в том случае, если напряжение в сети пропадет, аппарат сможет начать работу без человеческого вмешательства. После того, как в основной сети появится электрический ток, агрегат автоматически отличится.
Наличие электронного блока
В устройстве есть поддержка возможности стабилизации напряжения. Поэтому к нему можно без особого труда подключать даже очень чувствительные бытовые приборы. И соответственно пользователь может не волноваться о том, что его оборудование пострадает в результате перепадов напряжения в сети. Генератор сможет идеально подойти для подключения персональных компьютеров, газовых котлов и других устройств, которые могут резко реагировать на изменение напряжения в сети.
Широкий функционал панели управления
Для слежения за состоянием прибора, на его корпусе присутствует специальная индикация и экран. На дисплее можно получить информацию о текущей частоте, напряжении и другие данные.